产品中心PRODUCTS CENTER

来电咨询
+86-574-81877760
18858451555 / 18858041888

产品名称:电控箱
产品编号:JC-CP2021002
产品种类:三电类
产品规格:定制化
材质:铝6061
产品用途: 汽车电机
焊接工艺:搅拌摩擦焊静轴肩焊接
打样周期:1~3日
量产能力:每日300~500件
1、同类产品案例

2、业务范围:包括搅拌摩擦焊产品打样、产品焊接实验、批量焊接加工、OEM代工、专业检测等,可提供专业的搅拌摩擦焊产品加工整体解决方案。
3、加工流程:

4、加工设备:
晶成建有搅拌摩擦焊产品加工中心和数控加工中心两大车间,拥有五轴、大中小型静龙门、C型机等搅拌摩擦焊接设备10余台;拥有高精度数控加工设备、车床、铣床、钻床、磨床等各类设备数十台,可完全满足工业企业对搅拌摩擦焊接产品及OEM制造的服务要求。

5、人力资源:
为满足客户对搅拌摩擦焊产品加工的需要,晶成设立了项目运营中心、生产部、装配部、品检部、设计部等,拥有专业技术人员及技术工人30余人,有丰富的搅拌摩擦焊实战经验,涵盖搅拌摩擦焊接工艺技术服务、产品结构设计、工装夹具设计、搅拌头研制、专业检测、产品售后等方面。
6、专业检测:
目前晶成已经具备了搅拌摩擦焊产品的专业检测分析能力,可以为客户提供焊接产品的气密性检测、焊缝金相检测分析、焊缝内部缺陷检测、焊缝宽度、深度检测等服务。

7、焊接工艺:
1.搅拌摩擦焊-焊接原理:

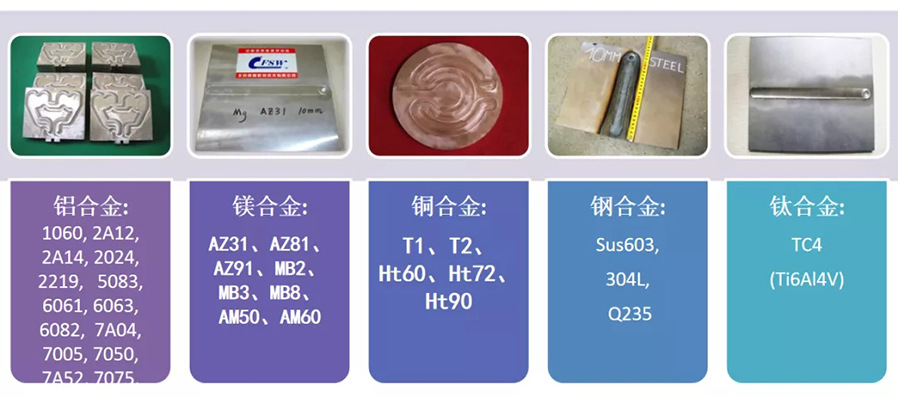
2.搅拌摩擦焊接能力—材料:
3.搅拌摩擦焊接能力—结构:
单板的对接焊缝(0.3-3mm,3-25mm,25-40mm,40-60mm,60-80mm);
多层板和板的对接焊缝;
搭接焊缝、“T”型焊缝和角焊缝;
筒体的纵向、环向焊缝;
铝合金挤压、空心型材焊接;
空间曲线、曲面焊接。

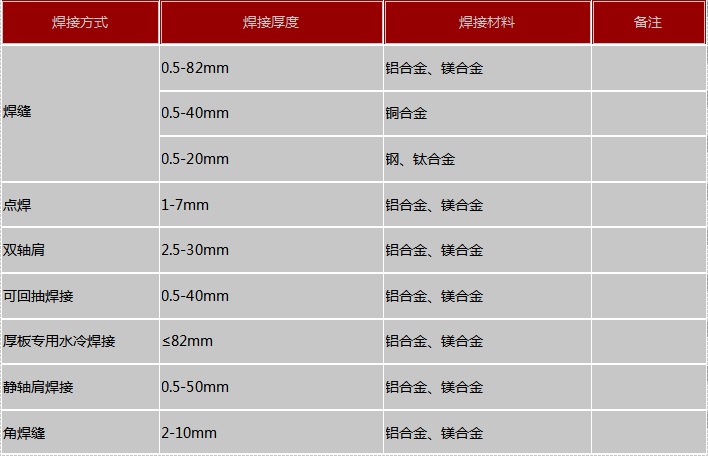
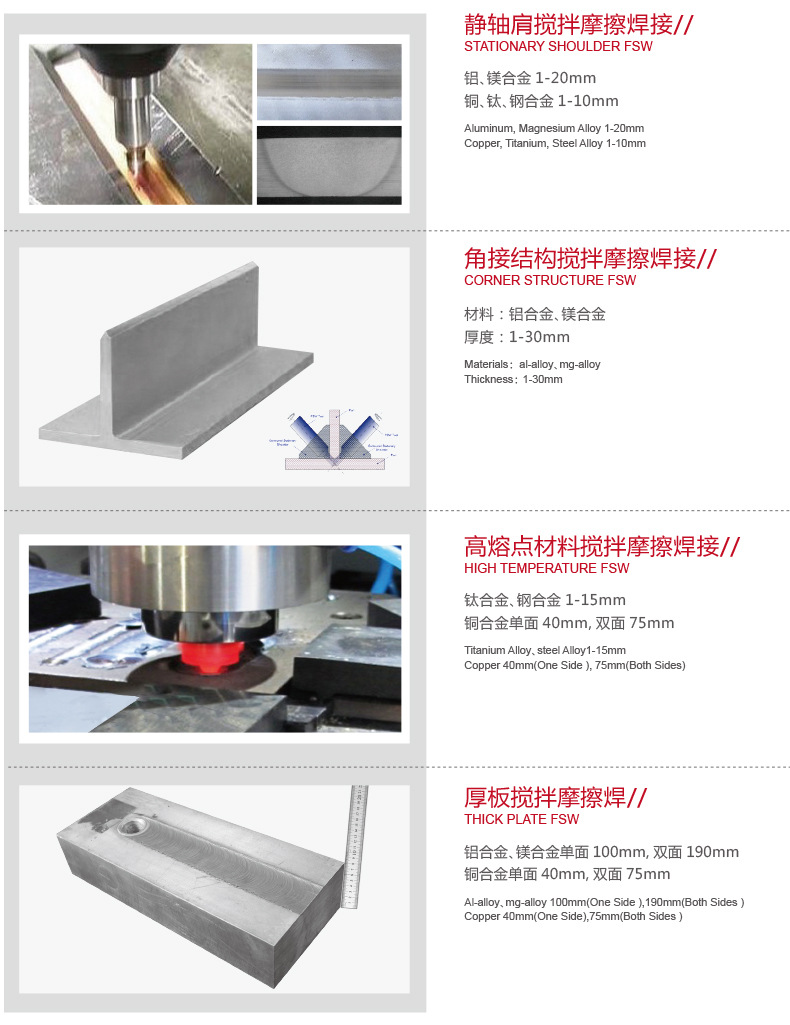
4.搅拌摩擦焊接焊接方式:
5.焊接工艺: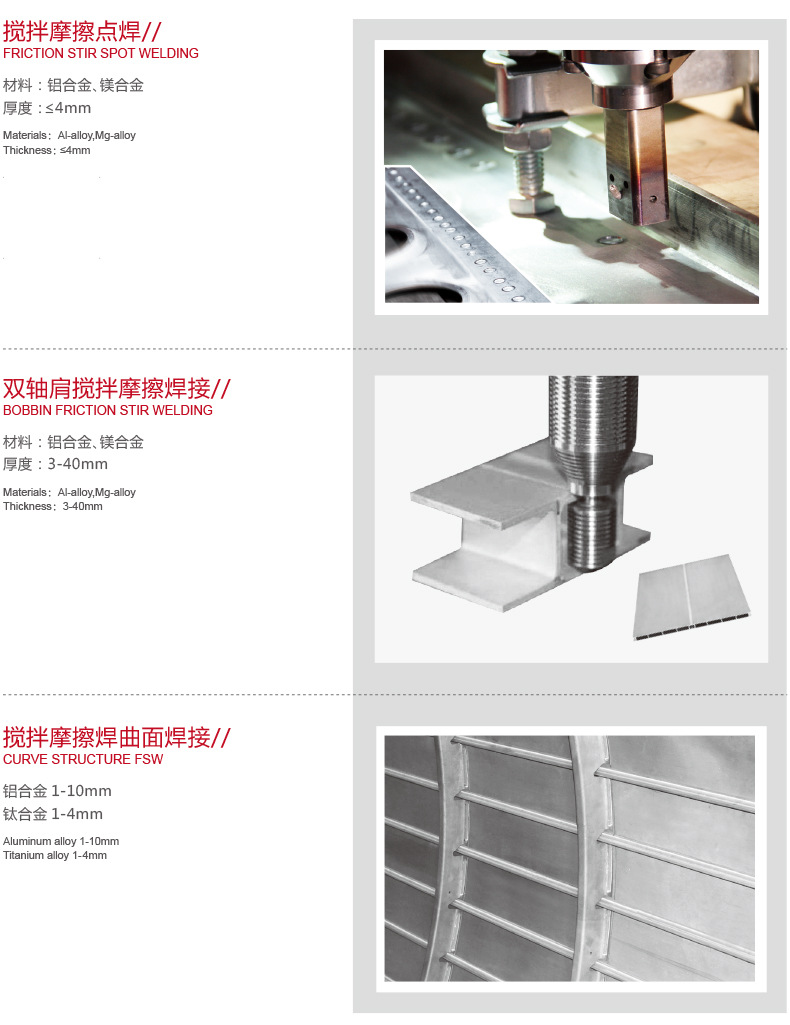
搅拌摩擦焊接优势:
1.常规焊接方法不能从根本上解决焊接气孔、热裂纹及焊后应力腐蚀裂纹等问题。采用搅拌摩擦焊可以焊接所有
铝合金,尤其是6XXXX系列的铝合金,不存在常规焊接缺陷,彻底解决了铝合金的焊接性问题
2.焊接温度低,焊缝凸起低,变形小
3.搅拌摩擦焊接接头具有致密的锻造组织,无气孔、无裂纹、无元素烧损
4.焊接时不需要填充丝、焊料和焊剂
5.不需要真空条件和气体保护条件
6.设备投资少,焊接耗能低,焊接过程简化,可减少运行费用和投资费用
7.焊接过程不需要人工参与,生产效率高,焊接质量稳定性好
8.绿色制造技术,焊接时不会产生烟雾、粉尘、噪音和各种辐射

